The majority of stop working quietly.
I have seen factories invest 6 numbers on beautiful automation cells that ran completely during the supplier demonstration, then lost their nerve on Monday early morning since one adapter had a small burr, one formed plastic component brought static, or one stamped shield embedded inside one more like it was made by a person who disliked production designers. Why does nobody speak about the feeder up until the line is currently late?
That is the difficult fact: Personalized Feeder Solutions are not a wonderful device. They are usually the distinction between “automation” and an extremely costly jam-clearing station.
The industry likes to brag about robots, vision, AI, and positioning speed. Penalty. However the hideous little problem is still orientation. A robot can not put what it can not receive regularly. A pick-and-place maker can not do miracles when the incoming part is inverted, stacked, oily, allured, statically charged, or dimensionally inconsistent across batches.
And the pressure is worsening. The International Federation of Robotics reported that manufacturing facilities worldwide had 4,281,585 commercial robots running in 2023, up 10%, with annual robot installments over half a million systems for the third straight year in its World Robotics 2024 launch. Deloitte and The Production Institute also advised in their 2024 manufacturing skill study that the U.S. might require 3.8 million production staff members from 2024 to 2033, with approximately 1.9 million roles possibly unfilled. So, yes, business are automating. However rushed automation subjects poor feeding faster than labor lacks resolve it.
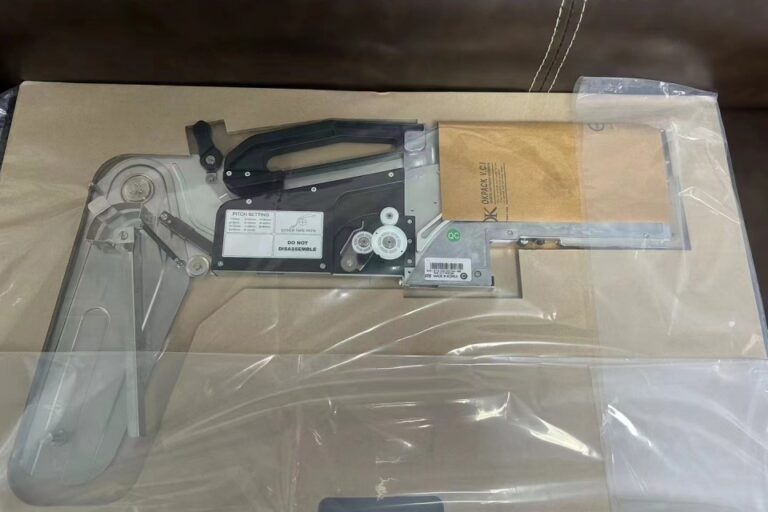
For SMT and electronic devices setting up, this is where the discussion gets specific. Typical tape feeders work when the component packaging is managed. But odd-form parts, guards, adapters, clips, terminals, heavy inductors, LEDs with uneven optics, and mechanically sensitive parts typically need a custom-made components feeder, not a directory item with hopeful tolerances.
That is why I would certainly start with the feeder architecture before I speak about positioning heads, not after. For teams building a broader production strategy, the better action is to link the feeder choice to the whole line, whether that indicates turnkey SMT line combination, model and small-batch lines, or high-speed mass-production lines.
The actual search intent behind custom-made feeder options
The intent is primarily business examination with transactional stress.
An individual looking for “Custom Feeder Solutions For Unusual Part Shapes” is not delicately learning what a feeder is. They possibly have an element that common feeders can not deal with. They may be comparing custom vibratory dish feeders, adaptable feeders, tray feeders, tube feeders, vision-guided systems, or customized SMT feeders. They may currently have a failed inner component. They might likewise be trying to address a brutally useful question: what is the finest feeder solution for uneven parts without developing a maintenance beast?
Below is my predisposition: do deny the fastest feeder first. Purchase the feeder that endures variant.
Variant eliminates. A feeder that deals with 200 clean examples from the supplier’s finest great deal might fall short on the 2nd manufacturing container, especially when the part has flash, oil film, poor coplanarity, irregular center of gravity, or embedded geometry. That is not an unusual edge situation; it is producing.
NIST’s robotics program claims robotic systems are becoming important for making competition, but it also highlights measurement, recognition, versatility, and much easier combination in its robotics and self-governing systems work. That matters below due to the fact that feeder success is not a claim. It is a gauged habits: feed price, alignment accuracy, jam rate, false-pick price, component damages rate, re-fill period, and transition time.
Why unusual element forms damage average feeder systems
A typical feeder thinks the part behaves. Odd-form parts do not act.
Some roll. Some bridge. Some interlock. Some existing two “practically proper” deals with to the vision system, after that turn 6 degrees throughout pick-up. Some are light-weight enough that ionized air issues. Some are heavy sufficient that acceleration ends up being the issue. Some have aesthetic surfaces that can not tolerate bowl vibration. And some are merely designed without any thought for automated handling.
I know that sounds extreme. It should.
When we evaluate feeder systems for unusual components, I normally separate the problem into six failing zones:
- Bulk behavior: Does the component tangle, nest, cling, or bridge?
- Positioning logic: Is there a secure physical attribute that can be made use of for arranging?
- Surface area sensitivity: Can the part endure vibration, sliding, and contact?
- Select presentation: Can the robot or placement head see and hold it repeatably?
- Throughput requirement: Is the target 800 parts/hour or 18,000 parts/hour?
- Changeover reality: Will drivers actually reset it correctly on shift 3?
The last one is where expensive systems die. Operators do not check out 47-page arrangement records during a line blockage. They want tough stops, keyed nests, understandable assesses, and simple deny paths.
For SMT-heavy procedures, it deserves reviewing the feeder category itself through an SMT feeder systems lens prior to thinking every nonstandard component requires a dish. Some parts are much better exchanged tape-and-reel. Some belong in trays. Some require tube feeding. Some need to never ever touch a vibratory dish at all.
Custom-made vibratory dish feeders still work, however stop venerating them
Dish feeders are old technology. They are also still very good when the geometry works together.
A custom-made vibratory dish feeder can sing when the part has a clear crookedness, decent mass, a resilient surface area, and a predictable alignment feature. It can run for years with little dramatization. It can also end up being a polished light weight aluminum headache if the component modifications slightly, particularly in shaped plastic, stamped steel, and rubber-like materials.
My questionable point of view: numerous bowl feeder tasks fail due to the fact that the buyer requests a feeder, not a feeding process.
The supplier then optimizes a dish around a sample set. Nobody asks enough regarding resin great deal variation, burr direction, humidity, upstream product packaging, oil residue, electrostatic discharge control, or whether the component will show up combined with dirt from a low-cost bag. After that manufacturing starts, and instantly the “feeder problem” is condemned on maintenance.
It was not upkeep. It was spec failure.
Reuters reported in 2024 that China got to 470 robotics per 10,000 manufacturing employees, surpassing Germany at 429, according to IFR robot-density information mentioned in its industrial robotic thickness record. That statistic is not just about robotics. It has to do with disciplined feeding, fixturing, and procedure integration at scale. Nobody obtains thick automation by hand-feeding odd parts forever.

How to feed unusual component shapes without existing to yourself
Begin with samples from negative lots. Not golden examples. Not polished examples. Not the twenty pieces the distributor very carefully loaded since they knew you were evaluating automation.
Usage at the very least three production lots when possible. Consist of harmed packaging. Consist of parts from the bottom of the bag or reel. Action actual dimensions, not drawing dimensions. Track the coefficient of variation for size, size, density, weight, and vital alignment functions. Then test feeding under the exact same environment the line will certainly see: moisture, resonance nearby, driver refill technique, ESD controls, and real takt time.
For electronic devices and PCBA job, I would link this screening to broader customer cases in SMT production due to the fact that feeder selection does not live alone. It impacts positioning precision, examination incorrect phone calls, turn down handling, barrier method, and rework cost.
Below is the field guideline I depend on: if a feeder can not run awful samples for one hour without hand-operated modification, it is not all set for your quote spreadsheet.
Feeder options for uneven designed parts
| Feeder type | Finest usage instance | Where it stops working | My insider test |
|---|---|---|---|
| Custom vibratory dish feeder | Sturdy parts with clear orientation features and medium-to-high volume | Aesthetic damages, nesting, sound, part variant, hard transition | Run mixed-lot samples for 60 mins and count jams per 1,000 parts |
| Flexible feeder with vision | Mixed SKUs, low-to-medium volume, uneven parts with noticeable choice surfaces | Slower cycle time, vision lights level of sensitivity, greater controls expense | Test under genuine lights drift and component shade variation |
| Tray feeder | Delicate, high-value, or quickly damaged parts | Guidebook packing cost, tray logistics, flooring area | Calculate tray refill labor per shift, not just machine uptime |
| Tube or stick feeder | Connectors, terminals, and linear components with steady product packaging | Supplier product packaging incongruity, tube friction, component turning | Test complete and virtually empty tube actions |
| Tape-and-reel conversion | SMT-compatible parts, high repeatability, tidy automation handoff | Upfront packaging cost, MOQ stress, tooling delays | Compare packaging expense versus scrap and downtime cost |
| Custom-made escapement feeder | Components that require regulated one-at-a-time release | Put on, resistance stack-up, particles level of sensitivity | Procedure release repeatability after 50,000 cycles |
| Robotic bin-picking feeder | Huge parts or get rid of adaptable discussion tolerance | Vision intricacy, slower price, challenging shiny/black surface areas | Test worst-case pile deepness and overlapping geometry |
The rate inquiry no one wishes to respond to
Custom feeder pricing can swing hugely due to the fact that the feeder is not just hardware. It is design time, screening time, tooling, controls, vision, decline handling, paperwork, and post-install tuning.
Economical feeders end up being costly later on.
A $12,000 feeder that requires an operator every 8 mins is not less costly than a $35,000 feeder that runs unattended for 2 hours. An attractive flex feeder that misses cycle time is not better than a rough-looking mechanical escapement that hits 99.8% presentation precision. The spreadsheet requires downtime, scrap, labor, upkeep gain access to, changeover, and spare parts.
For lines anticipated to run continually, I would certainly link the choice straight to spare parts and devices intending. Put on rails, escapement pins, belts, sensing units, bowl coverings, and backup nests are not second thoughts. They are uptime insurance coverage.

The requirements list I would certainly demand before signing
Ask for these numbers before accepting any automatic part feeding service:
- Target feed rate partially per minute, not unclear “broadband” language
- Positioning accuracy portion after declines
- Jam price per 1,000 or 10,000 parts
- Optimum permitted part damage price
- Refill period and refill approach
- Changeover time with one skilled driver
- Accepted example variant range
- Required atmospheric pressure, voltage, noise, and ESD conditions
- Vision cam resolution, lighting type, and assessment reasoning if used
- Deny recuperation approach
- Preventative upkeep routine
- Spare components listing with anticipated wear life
Do decline “depends upon the component” as the last solution. Obviously it relies on the component. That is why the test method exists.
FREQUENTLY ASKED QUESTION
What are Customized Feeder Solutions for uncommon element shapes?
Custom Feeder Solutions are crafted feeding systems created to different, orient, existing, and supply nonstandard elements that can not run dependably with average feeders. They may utilize vibratory bowls, adaptable feeders, trays, tubes, tape-and-reel product packaging, escapements, robot vision, or hybrid mechanisms depending on part geometry and manufacturing quantity.
What is the most effective feeder solution for uneven parts?
The best feeder solution for irregular parts is the one that matches the part’s real-world actions, needed throughput, surface sensitivity, and alignment attributes. For resilient high-volume parts, custom vibratory bowl feeders might function well; for mixed SKUs or delicate components, adaptable feeders, trays, or vision-guided systems might be more secure.
Exactly how do you feed unusual component shapes in SMT production?
You feed unusual element forms in SMT production by very first specifying how the part has to exist to the positioning procedure, then selecting a feeder that controls positioning, pick-up accessibility, damage risk, and refill habits. Odd-form SMT parts typically utilize trays, tubes, personalized feeders, or changed feeder systems as opposed to standard tape feeders.
Why do custom-made components feeders fall short after installment?
Custom parts feeders fall short after installation when testing makes use of best samples rather than production variation, or when refill actions, burrs, oil, static, moisture, and packaging damages are neglected. A lot of failings are not brought on by the feeder concept alone; they originate from weak specification, hurried validation, and poor combination with the full line.
Are custom vibratory dish feeders still worth making use of?
Custom vibratory bowl feeders are still worth utilizing when the element is durable, geometrically sortable, and produced at adequate quantity to justify committed tooling. They become risky when components are delicate, highly variable, vulnerable to nesting, cosmetically sensitive, or likely to transform style throughout the item lifecycle.
Should I select a flexible feeder or a bowl feeder?
An adaptable feeder is generally better for combined components, reduced quantities, constant transitions, and vision-friendly geometries, while a dish feeder is normally better for secure, high-volume get rid of clear alignment attributes. The decision should be based upon examined jam rate, cycle time, part damages, transition labor, and long-term maintenance.
Build the feeder around the component, not the sales brochure
The most intelligent purchasers do not ask, “Can you make a feeder?” They ask, “Can you prove this component will feed at our actual takt time, with our worst samples, on our flooring, with our drivers?”
That is the standard.
For uncommon element shapes, the ideal custom feeder is not the fanciest device. It is the one that makes the component boring. Steady. Repeatable. Quantifiable. When you are ready to verify a feeder idea against an actual SMT or automation line, send the component information, target throughput, and manufacturing constraints via the call web page and compel the conversation to stay technological.